Silk Crepe Back Satin is a luxurious fabric that combines the best qualities of satin and crepe silk. This sophisticated textile features a smooth, lustrous satin face with a textured crepe reverse, offering dual-surface versatility. The fabric typically weighs between 16-22 momme (a unit measuring Silk fabric density, where 1 momme = 4.3056 g/m²), making it substantial enough for structured garments while maintaining excellent drape. With a thread count ranging from 300-600 threads per square inch, it provides exceptional durability despite its delicate appearance.
The unique construction of Silk Crepe Back Satin involves using high-twist yarns (20-30 twists per inch) for the crepe side, which creates its characteristic pebbled texture, while the satin side employs floating warp threads (typically 4-over-1 or 7-over-1 weave patterns) to achieve its signature sheen.
Tensile Strength: 35-50 cN/tex (centinewtons per tex), making it stronger than many synthetic alternatives
Elongation at Break: 15-25%, providing excellent flexibility and recovery
Moisture Regain: 11% at standard conditions (65% RH, 20°C), superior to cotton and synthetics
Thermal Conductivity: 0.05-0.07 W/m·K, offering natural temperature regulation
Reflectance: 120-150% compared to standard matte fabrics, creating its distinctive shine
Color Depth: Absorbs dyes to achieve K/S values (color strength) of 8-12 for deep shades
Drape Coefficient: 60-75%, indicating excellent fluidity and movement
In haute couture, Silk Crepe Back Satin is prized for evening gowns requiring 15-20 yards of 45" wide fabric per garment. Designers favor it for its ability to hold intricate pleats (maintaining 85-90% of pressed creases after 24 hours) while flowing gracefully. Bridal wear accounts for approximately 38% of its fashion applications, particularly for A-line silhouettes that benefit from its 0.8-1.2 N·m²/g bending rigidity.
The fabric's durability (rated 40,000-60,000 rubs on the Wyzenbeek test) makes it suitable for luxury drapery, particularly in blackout applications where its 95-98% light opacity is valued. Decorative pillows using Silk Crepe Back Satin maintain their loft for 5-7 years with proper care, significantly outperforming polyester alternatives.
In theatrical productions, the fabric's 0.3-0.5 dB sound absorption coefficient makes it ideal for stage curtains. Its low static generation (0.2-0.5 kV surface voltage) is crucial for photography backdrops, preventing dust attraction that could affect image quality.
Dry Cleaning: Use hydrocarbon solvents with a maximum 30°C (86°F) process temperature
Hand Washing: Employ pH-neutral detergents (6.5-7.5) at 30°C (86°F) with 1:30 liquor ratio
Stain Removal: Treat oil-based stains with 1:1 cornstarch:talc powder poultice for 12 hours
Flat drying should maintain fabric dimensions within ±2% of original measurements. Iron at 140-160°C (284-320°F) using a pressing cloth with 15-20 g/cm² pressure. Steamers should maintain 6-8 cm distance to prevent water spotting.
Store in 55-65% relative humidity with acid-free tissue paper, avoiding direct wood contact (pH should be >7.0). For long-term preservation, rotate folded items every 3 months to prevent permanent creasing.
Note: Silk Crepe Back Satan experiences 15-20% strength loss when exposed to continuous sunlight (50,000 lux) for over 200 hours. UV-protective window films reducing transmission to <380 nm wavelength are recommended for display applications.
Use 60/8 to 70/10 sharp needles with 2.5-3.0 mm stitch length
Maintain 8-10 g thread tension with silk or polyester corespun threads
French seams require 6-8 mm allowance to prevent fraying
For a standard US size 8 dress pattern, expect 10-15% higher consumption compared to plain satin due to the need for directional matching. Bias-cut garments may require 2.5-3 times the straight-grain yardage.
Silk Crepe Back Satin has a carbon footprint of 15-20 kg CO2e per kg of fabric, significantly lower than synthetic satins (35-50 kg CO2e). Its biodegradability reaches 95% within 2 years in composting conditions (58°C, 60% moisture). Water consumption during production averages 12,000-15,000 liters per kg, though closed-loop systems can reduce this by 40%.
Previous: Custom Printed Cotton Fabric


This fabric combines the smoothness and natural sheen of Mulberry Silk with the durability and versatility of Viscose, providing comfort and beauty for a variety of fashion applications.
Used for all kinds of high-end silk bedding, such as silk four-piece sets, pillowcases, sheets, quilt covers, as well as silk scarves, summer pajamas, ladies' fashions and formal dresses, etc.

Leopard Jacquard Fabric is a luxurious and versatile textile characterized by its intricate woven patterns and elegant design.

Floral Silk Fabric, crafted from Mulberry silk with a width of 140CM, a thickness of 16mm, and a weight of 68gsm, is ideal for creating elegant dresses, summer and spring outfits, luxurious sleepwear, and refined accessories like scarves and ties.
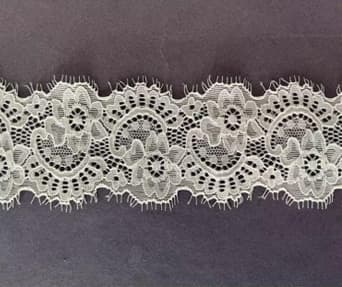
Lace fabrics are a versatile choice in fashion, home décor, and crafts, offering delicate patterns and elegant textures. Among them, cord lace stands out for its distinctive raised design and structural depth. Unlike traditional lace fabrics, which are often flat and lightweight, cord lace incorporates a thicker thread or cord that outlines patterns, creating a three-dimensional effect. This unique characteristic makes cord lace ideal for garments and applications that require both visual appeal and tactile texture.

China has become a leading hub for high-quality textile production, and the China jacquard lace fabric industry is no exception. Renowned for its intricate patterns and durable materials, jacquard lace is widely used in fashion, home décor, and wedding apparel. Many designers and retailers seek reliable suppliers to ensure both aesthetic appeal and consistent quality in their products.

In the competitive textile industry, finding a reliable lace fabric manufacturer is crucial for brands that want to stand out with high-quality and unique designs. A professional manufacturer can offer a wide range of lace materials, patterns, and finishes, ensuring that every piece meets the aesthetic and functional needs of your brand. Whether you are producing elegant dresses, bridal wear, or home décor, partnering with an experienced lace supplier guarantees consistency and craftsmanship.

Breathability is one of the most important factors when selecting fabrics for intimate apparel.Since lingerie and undergarments are worn directly against the skin for extended periods,the fabric must allow air circulation and moisture evaporation.
Whatsapp: +86-137-1297-3009
Contact: Sophie Liao
Mailbox: sophie@chuanchencrafts.com
Add:Room 304, No.11, Jiaoyu Road, ZhangCun, Dongcheng Street, Dongguan City- 523112, China.

Wechat customer service
Copyright © 2026 Dongguan Chuanchen Craft Products Co., Ltd All rights reserved.